全球空壓系統節能服務領先者!
0871-65633096 63568989

News
2021-06-29 09:06
漲知識 | 離心式壓縮機葉輪有哪些類型?
葉輪又稱工作輪,是壓縮機轉子上最主要的部件。葉輪隨主軸高速旋轉,對氣體做功。氣體在葉輪葉片的作用下,跟著葉輪做高速旋轉,受旋轉離心力的作用以及葉輪內的擴壓流動,在流出葉輪時,氣體的壓力、速度和溫度都得到提高。

01 按結構形式分
按結構形式葉輪分為開式、半開式和閉式三種,后兩種葉輪在壓縮機中應用比較廣泛。
開式葉輪(圖1)結構最簡單,僅由輪縠和徑向葉片組成。在葉輪上,葉片槽道兩個側面都是敞著的,氣體通道是由葉片槽道和與葉輪前后有一定間隙的機殼內壁形成的。這種通道對氣體流動不利,氣體流動損失很大,此外,在葉輪和機殼之間引起的摩擦鼓風損失也最大,故這種葉輪的效率最低,在壓縮機中很少被采用。
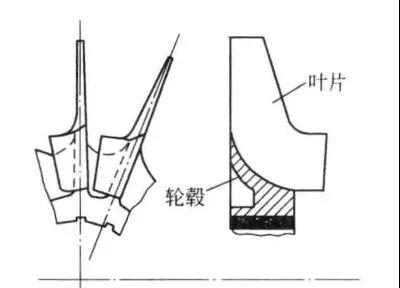
圖1 開式葉輪
半開式葉輪(圖2)和開式葉輪不同,葉片槽道一側被輪盤封閉,另一側敞開,改善了氣體通道,減少了流動損失,提高了效率。但是,由于葉輪側面間隙很大,有一部分氣體從葉輪出口倒流回進口,內泄漏損失大。此外,葉片兩邊存在壓力差,使氣體通過葉片頂部從一個槽道潛流向另一個槽道,因而這種葉輪的效率仍不高,比閉式葉輪低。但是由于這種葉輪不設輪蓋,理論分析和試驗表明,葉輪輪蓋內孔應力往往最大,常成為提高葉輪圓周速度的限制,因而半開式葉輪允許圓周速度高,單級壓比大,常常成為單級增壓器的主要葉輪形式。
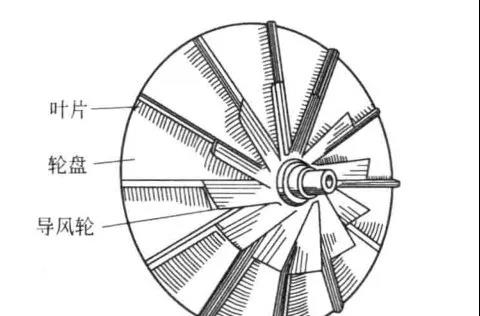
圖2 半開式葉輪
閉式葉輪(圖3)由輪盤、葉片和輪蓋組成。這種葉輪對氣體流動有利。輪蓋上裝有氣體密封,減少了內泄漏損失。葉片槽道間潛流引起的損失也不存在,因此效率比前兩種葉輪都高。另外,葉輪和機殼側面間隙也不像半開式葉輪那樣要求嚴格,可以適當放大,使檢修時拆裝方便。這種葉輪在制造上雖較前兩種復雜,但具有效率高和其他優點,故在壓縮機中得到廣泛應用。
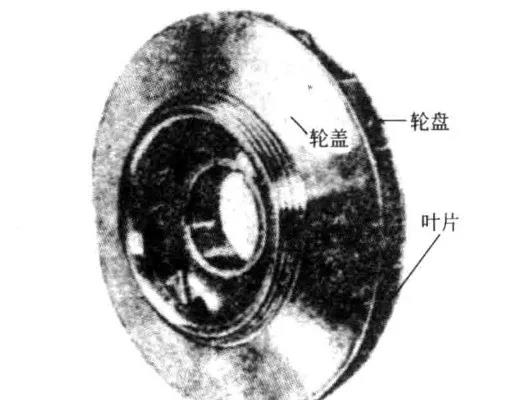
圖3 閉式葉輪
02 按葉片彎曲形式分
根據葉片彎曲形式不同,葉輪常分為前彎(β2A>90°)、后彎(β2A <90°)和徑向(β2A =90°)型三種。前彎型葉輪由于效率低,在壓縮機中不采用,僅在通風機上采用。工業壓縮機普遍采用后彎型,它又分為一般彎曲(β2A =30°~60°)和強后彎曲(β2A =15°~30°)兩種(圖4、圖5),強后彎型在泵中用的較多,故又稱為泵型葉輪。一般來說,對流量不太小的大多數壓縮機一般后彎型是常用結構,而泵型葉輪用在中、小流量的高壓壓縮機最后幾級效果是較好的。徑向型又分為徑向出口葉片型(圖6)和徑向式葉片型(圖2),徑向式葉片型葉輪前部設有導風輪,氣流軸向進入導風輪,經過導風輪導流,再進入徑向式葉片槽道。徑向出口葉片型葉輪不設導風輪,軸向尺寸短。擴壓度大,出口速度較后彎型大,因而一般效率較低。
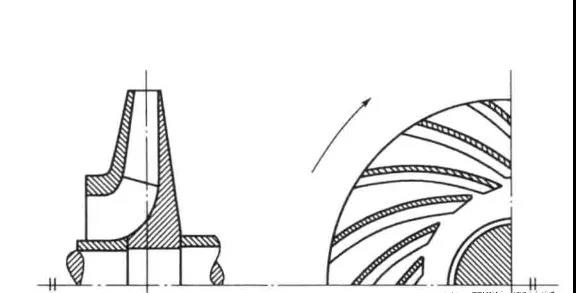
圖4 一般彎曲型
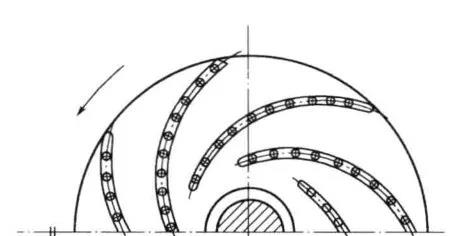
圖5 強后彎曲型
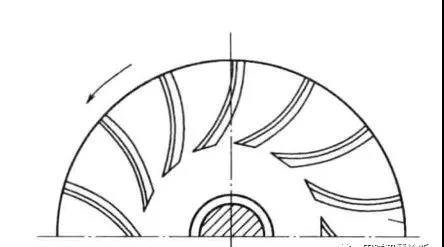
圖6 徑向出口葉片型
二元輪葉片的形狀常采用單圓弧、雙圓弧、直葉片和空間扭曲葉片。采用單圓弧葉片時,當葉片出口幾何角β2A為60度左右時,可采用直葉式。
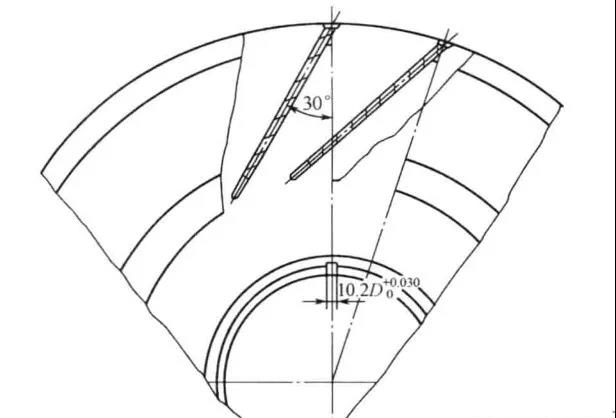
圖7 直葉片
三元輪葉片空間扭曲(圖8),大大改善了氣體流動性能,使葉輪效率得到較大提高,但加工復雜,最先在大流量壓縮機中應用,如空壓機低壓缸第1、2級和氨壓機高壓缸第1、2級葉輪就采用這類葉輪,當今由于三元流設計和制造技術的進步,許多壓縮機(包括中等流量甚至小流量壓縮機)葉輪都采用全三元流設計。
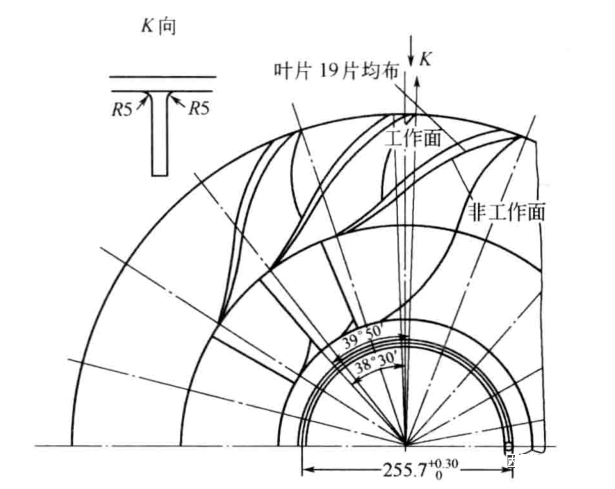
圖8 空間扭曲葉片
03 按加工方法分
根據加工方法葉輪可以分為鉚接型、焊接型和整體型。鉚接型葉輪分為一般鉚接和整體銑制鉚接。一般鉚接葉輪是早期壓縮機常采用的方法,葉片常用鋼板壓制成型,分別與輪盤、輪蓋鉚接一起。葉片的形式可以是U形、Z形截面、穿孔葉片和帶有榫頭的葉片等(圖9)。U形和Z形葉片好鉚,是常用形式,但葉片有折邊,增加流動阻力和葉輪的附加重量,離心負荷加大。穿孔葉片因鉚釘要從葉片中貫穿,常常不得不增加葉片的厚度,影響氣體流動,而且鉆長孔也較困難。帶榫頭葉片厚度可以減薄,但對葉片制造要求高,而且榫頭一旦破壞,就得更換整個葉片。一般鉚接比整體銑制鉚接材料利用率高,但強度低,多用在低中壓壓縮機中葉片比較寬的情況下。
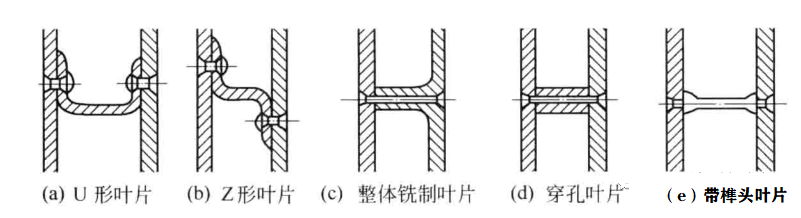
圖9 葉片截面形式
銑制葉輪的葉片在輪盤上直接銑出,和輪蓋利用穿孔鉚接、或者利用葉片榫頭鉚接。整體銑制鉚接葉輪由于取消了葉片的折邊,減少了氣體的流動阻力損失,提高了葉輪效率。試驗表明,整體銑制鉚接葉輪級的效率比槽型鋼板壓制葉片后鉚接成葉輪的級效率高2%左右。整體銑制葉輪比一般鉚接葉輪強度高,但材料浪費大,一般多用于窄葉輪加工。鉚接工藝的發展比較早,也較成熟。但由于鉚釘處容易產生應力集中,強度低,在壓縮機使用過程中出現過不少事故。為了保證鉚接質量,必須嚴格注意工藝要求,對鉚釘材質、釘孔的精鉸、手錘的重量和打擊次數都應有適當的規定。此外,鉚接工時消耗大,因此焊接葉輪的工藝發展很快,并成為當今葉輪的主要加工工藝。
焊接葉輪在出口寬度比較大時,葉片單獨壓制,然后分別與輪盤、輪蓋焊接,可以在兩面內部或外部用手工電弧或氬弧焊進行焊接。當葉片出口寬度較小時,多采用整體銑制焊接葉輪。為了防止焊接變形,焊接時輪盤與輪蓋的毛坯厚度都應加大,以便焊后再加工。焊接前要預熱(約250~360℃),焊后加熱(約加熱到650℃,保溫3h左右)消除焊接應力。焊接葉輪取消了容易產生應力集中和晶間腐蝕的鉚釘,強度比鉚接葉輪高,和鉚接葉輪比較起來,焊接工時要省,所以焊接葉輪越來越普遍地被采用。
整體成型葉輪主要是指精密澆鑄和其他特殊工藝。精密澆鑄工藝既省工時又省料,但由于葉輪形狀復雜,加工工藝要求高,要保證鑄件無氣孔、無雜質是比較困難的,常因質量問題影響葉輪的強度。
對窄葉輪還可以采用如電火花加工和釬焊等,但是用這些方法加工葉輪的造價比較昂貴。
